
Threads are used in a wide range of mechanical components to convert their rotational movement into a linear one, like screws, nuts, pipes, and fittings. Because they have such versatile functionality, they vary in form and dimensions. Therefore, to make their design, machining, and usage consistent and compatible across different industries and applications, various Standards Development Organizations from different countries have developed systems to standardize thread dimensions.
Common Thread Types and Their Geometry
Before learning about the standard thread dimensions, it is important to gain an understanding of their geometry first.
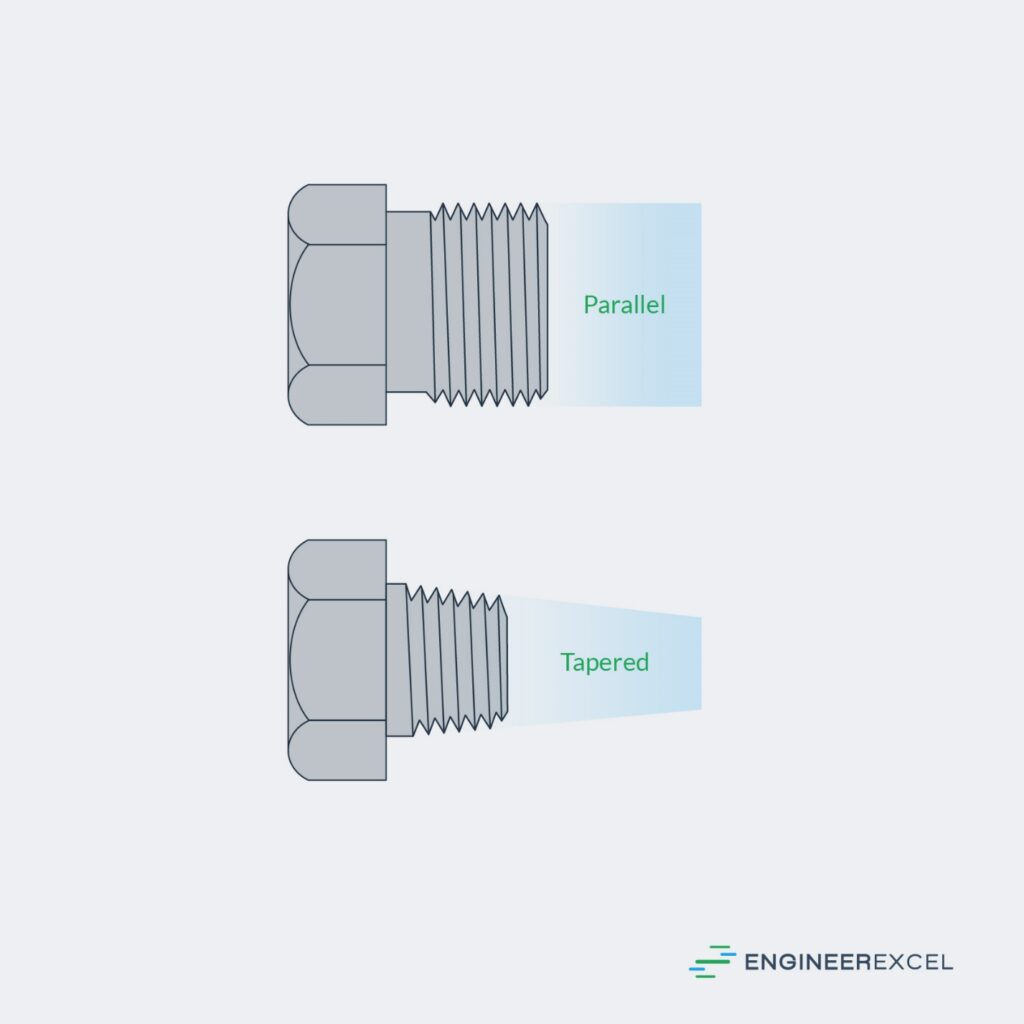
Depending on the shape of the component the threads are wrapped around, threads can be categorized into two types: parallel threads and tapered threads. Parallel threads are essentially wrapped around a cylindrical component; hence, they have a consistent diameter throughout and a straight profile. On the other hand, tapered threads are wrapped around a conical component; hence, they have a decreasing diameter and a sloped profile.
Measuring Thread Dimensions
Elevate Your Engineering With Excel
Advance in Excel with engineering-focused training that equips you with the skills to streamline projects and accelerate your career.
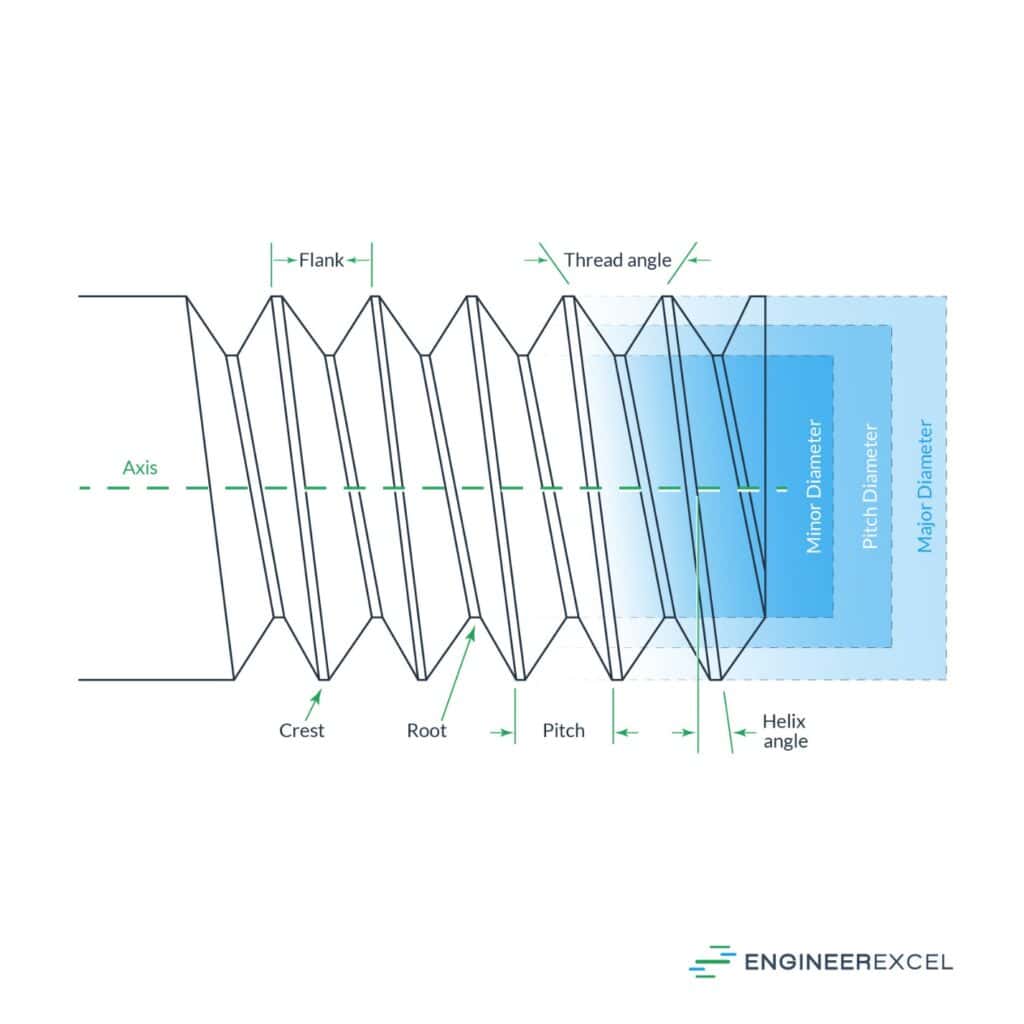
The size of a thread can be measured and defined by the geometric dimensions of its tooth profile. These dimensional parameters include pitch, major diameter, minor diameter, pitch diameter, depth, flank angle, and taper angle as illustrated below.
Pitch
In metric threads, the pitch is defined as the distance between two succeeding crests, measured in millimeters. In inch threads, however, TPI or threads per inch is normally used, which is simply the number of threads within one inch, measured along the length of the screw.
Although it is possible to measure pitch manually using a ruler, it is not a good idea to do so since threads can be so tiny and similar to each other. Normally, a pitch gauge is used to find the standard profile that best matches the actual pitch.
Based on pitch size, threads can be categorized into two types: coarse and fine. Coarse threads have a larger pitch and deep ridges, while fine threads have a smaller pitch and shallow ridges.
Major Diameter
The major diameter is the largest diameter of a thread and is measured across opposite tips (or crests) of the tooth profile.
Minor Diameter
The minor diameter is the smallest diameter of a thread and is measured across opposite roots of the tooth profile.
Pitch Diameter
The pitch diameter is the diameter of an imaginary circle between the major and minor diameters for which the threads and the roots have equal widths. Also known as the effective diameter, it is used to determine the compatibility of two threaded parts.
Depth
The depth is the perpendicular distance between the crest and root of the thread. Fine threads inherently have a shallower depth than coarse threads.
Flank Angle
The flank angle is the angle between the flank surface and a perpendicular to the screw axis. The flank refers to the straight surface that connects the crest and the root of the thread.
Thread Angle
The thread angle refers to the included angle between two adjacent flanks. In symmetric threads, this is equal to twice the flank angle.
Taper Angle
In tapered threads, the taper angle is the angle between the taper and the axis of the screw.
Standard Thread Dimensions
The four most common standard thread systems used around the world today are ISO Metric Threads, Unified Thread Standard, American National Standard Pipe Thread, and British Standard Pipe. These standards guide manufacturers and mechanical designers with regard to the form and dimensions of threads to ensure compatibility and facilitate easy repair and maintenance of mechanical systems.
ISO Metric Thread Dimensions
ISO Metric Threads is one of the first international standards developed by the International Organization for Standardization (ISO) when they began operation in 1947. To this day, it has been one of the most widely used standards for general-purpose threads all over the world.
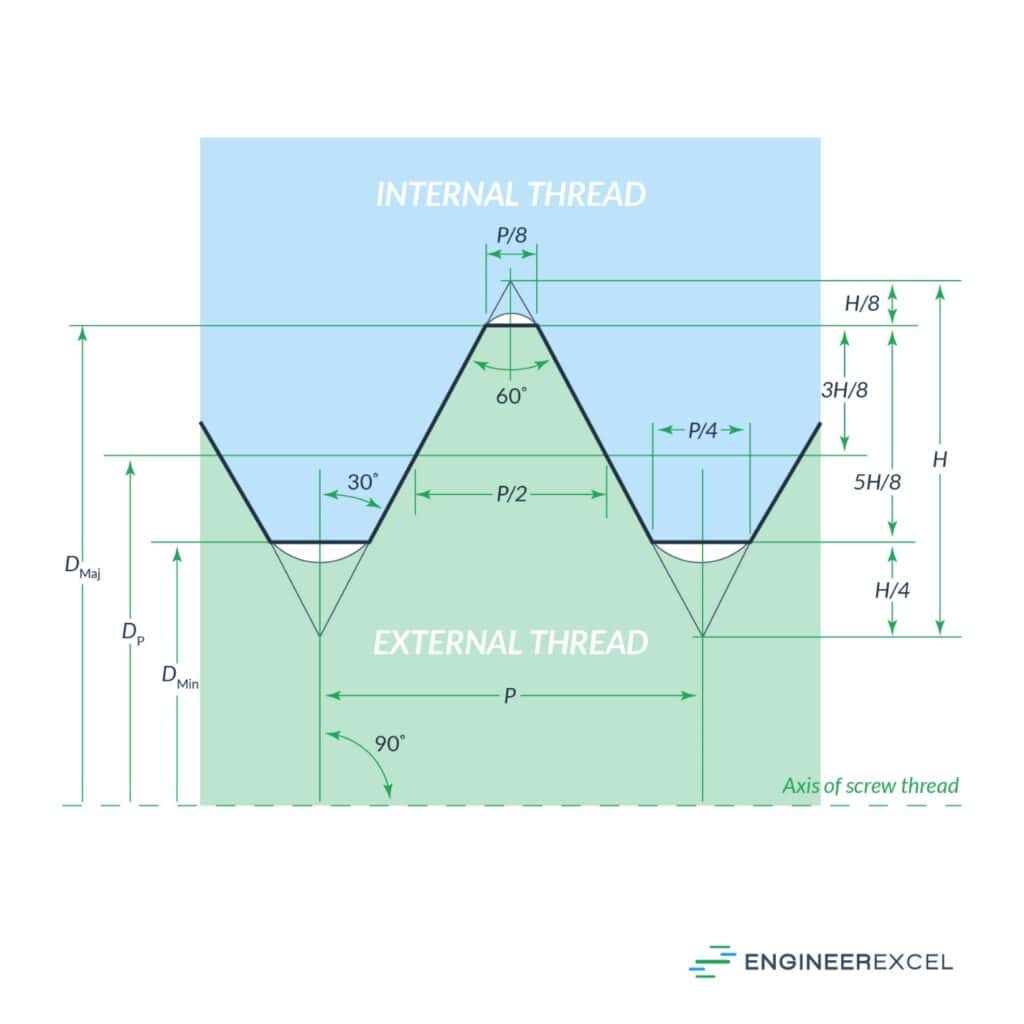
Metric threads have a symmetric V-shaped profile with a flank angle of 30⁰ and a thread angle of 60⁰. Its depth is equal to 0.54125 of the pitch, with the top 1⁄8 and the bottom 1⁄4 of its height cut off.
Metric threads can be categorized as coarse or fine, depending on pitch size. However, there are also some sizes available in extra fine.
In writing, a metric thread can be specified by a capital “M” followed by its nominal outside diameter and pitch size, both measured in millimeters. If the pitch is not indicated, then it can be automatically considered to be a coarse thread.
For example, sizes M10 and M10x1.5 can both refer to the same coarse metric thread with a nominal diameter of 10 mm and a pitch size of 1.5 mm. On the other hand, size M10x1.25 refers to the fine metric thread with a nominal diameter of 10 mm and a pitch size of 1.25 mm.
Metric Threads: Coarse
Metric Threads: Fine
Unified Thread Standard (UTS) Dimensions
Controlled by the American National Standards Institute (ANSI) and the American Society of Mechanical Engineers (ASME), the Unified Thread Standard is used to define threads for bolts, nuts, and fasteners commonly used in the United States and Canada.
UTS threads have a similar profile to metric threads. The only difference is that UTS defines the nominal diameter in inches, and pitch in threads per inch (TPI), rather than in millimeters.
In writing, a UTS thread can be specified by its nominal diameter and TPI, followed by “UNC” for a coarse thread or “UNF” for a fine thread. For example, size ¼”x20 UNC refers to a coarse thread with a nominal diameter of ¼” and a TPI equal to 20. On the other hand, size ¼”x28 UNF refers to a fine thread with a nominal diameter of ¼” and a TPI equal to 28. The table below contains dimensions for a Class 2A fit.
UNC Threads
UNF Threads
American National Standard Pipe Thread Dimensions
The American National Standard Pipe Thread, more commonly known as the National Pipe Thread, is a set of standards used to define threaded pipes and fittings typically used in North America. Under this, the two most common types of pipe threads are the National Pipe Taper (NPT) and the National Pipe Taper Fuel (NPTF).
Just like the metric and UTS threads, NPT and NPTF threads also have a 60⁰ thread angle. However, the difference is that their threads taper at a rate of 1 inch of diameter per 16 inches of axial length, which creates a taper angle equal to 1° 47′.
NPT and NPTF almost have similar profiles. However, the crest and root heights of NPTF have been adjusted for an interference fit to allow a dry, leak-free seal without the use of a sealant compound. Hence, NPTF is also called the American Taper Pipe Thread for Dryseal.
The size of an NPT/NPTF thread can be specified by its nominal inside diameter and TPI, followed by “NPT” or “NPTF”, respectively. For example, size ¼”-18 NPT refers to an NPT thread with a nominal inside diameter of ¼” and a TPI equal to 18.
British Standard Pipe (BSP) Thread Dimensions
British Standard Pipe threads, also known as Whitworth threads, are used for similar applications as NPT threads. However, since they differ in thread forms and dimensions, they are incompatible. While NPT threads have a 60° thread angle with flat roots and peaks, BSP threads have a 55° thread angle with round roots and peaks.
BSP is divided into two types: British Standard Pipe Parallel (BSPP) and British Standard Pipe Tapered (BSPT). As the name suggests, BSPP is used for parallel threads, while BSPT is used for tapered threads.
In writing, a BSP thread can be specified by a capital “G” for BSPP or “R” for BSPT, followed by its nominal diameter in inches. For example, size G ½” refers to a BSPP thread with a ½” nominal diameter and a TPI equal to 14.